


产品中心
Product Center
")
高炉无水压浆造衬(含热风炉加热炉)
高炉在冶炼过程中,炉衬既受到含尘煤气流的机械冲刷和热力冲击,同时又受到煤气中碱金属及其他元素的化学侵蚀,从而导致了炉体各部位的冷却壁相邻缝隙、冷却壁与炉壳之间出现串气现象。
所属分类:
关键词:
产品描述
一、技术概述
1、高炉在冶炼过程中,炉衬既受到含尘煤气流的机械冲刷和热力冲击,同时又受到煤气中碱金属及其他元素的化学侵蚀,从而导致了炉体各部位的冷却壁相邻缝隙、冷却壁与炉壳之间出现串气现象。
2、炉身压浆造衬作为修复高炉冷却壁缝隙延长高炉寿命的一项技术,已被国内外企业广泛应用,整个压浆造衬过程是在高炉不中修或小修的情况下,只在年检或月检时进行的,如能够整体造衬,修复炉型,对稳定生产、增加产量则能起到促进和保障作用,而且压浆造衬层寿命一般能维持3~6个月左右,可起到小修作用,减少休风时间,从而降低生产成本和节省检修费用。
3、高炉造衬就是用压浆造衬机以高压(压力一般控制在3-15Mpa之间)灌的方式,通过喷咀浆耐火泥浆压入到高炉已烧损或脱落内衬的空隙中,打入炉内后泥浆便迅速渗透向四周铺展,包裹并充填于炉壁和炉料的缝隙或空洞中。
因泥浆的压注是在休风的情况下进行的,炉内温度一般在1000℃左右,则在高温烘烤的环境中,深入前方的泥冰便受热迅速凝结,封住通道,后续压入的泥浆则贴着喷口向着喷入点周围炉壳附近铺展渗透,包裹并充填于炉壁和外层炉料的缝隙内,在内外高温的作用下,形成了一种衔接良好并有一定厚度、密度和足够强度的耐火层,并能坚实地固结于钢壳,在炉壳与冷却壁之间填充了密实的耐火层,起到保护炉壳、避免煤气或火焰溢出。降低炉壳温度,达到高炉炉龄高效长寿的目的。
二、高炉压浆造衬部位的工况与修复所用材料
1、高炉铁口部位:在炉役中后期,由于随着耐火砖的侵蚀的加大,砖缝之间的耐火泥浆的侵蚀、开裂甚至是损毁以及冷却壁与炉壳之间的耐火材料的开裂、损毁。使高炉内的煤气等气体通过这些缝隙喷出,造成高炉在出铁过程中存在喷溅现象。在铁口部位使用游离碳质压浆料,其技术指标见表1及附表1。
2、炉底和炉缸部位:在炉役中后期,由于炉底衬砖的侵蚀冲刷,甚至是衬砖的局部缺失,以及炉底和炉缸部位出现裂缝导致串气、冒火甚至是炉壳发红的现象。该现象造成很大的安全隐患也造成了很大的能源浪费,也是影响高炉长寿的重要因素之一。同理,采用无水压浆技术是根治该现象的主要方法。由于炉底和炉缸部位条件严苛,大部分采用刚玉碳化硅质无水泥浆压入料,其技术指标见表2。
3、炉身及料面以上部位:料面以上部位受到温度变化的冲击以及烟气、碱金属物的冲刷侵蚀,使用环境相对宽松。但是在炉役的中后期同样存在着由于炉衬的侵蚀以及水冷壁与炉壳之间的开裂或缺失而导致的煤气泄露及冒火等现象,为高炉的生产造成很大的安全隐患。由于其环境温度比较低,一般在500℃,根据炉衬砖的材质选用高铝质的耐火压入泥浆,其技术指标见表3。
三、施工方案
1、高炉压浆的施工准备
为了获得良好的压浆效果,需掌握如下要点:
(1)料线及炉内温度的控制。炉内温度的高低,直接影响压入料的效果,一般把炉内温度调整到1100℃左右为宜。
(2)压浆部位的吹扫。在炉壳温度较高部位的附件开孔,用压缩空气吹扫缝隙里的灰尘和杂物。以保障泥浆能顺利灌满炉壳空隙。
(3)在炉壳上焊接多个压浆接口。一般来说,压浆点的压浆范围大约为直径1m左右。在炉壳高温部位每个开孔之间的距离为1m左右比较合适,以保证压浆效果。
2、高炉压浆的施工操作要点
高炉压浆一般采用专用的压浆机械设备,以泵送方式送料。其最大压力可达20Mpa,在施工时应注意以下操作要点:
(1)严格控制泥浆的黏度,保持均匀、稳定。防止加入的稀释剂过多或过少。稀释剂过多会引起压浆料的流淌,造成不必要的浪费。且对耐材制品的气孔率有直接的影响,降低了耐材的性能;过少会造成压入不到位或形成夹层,影响施工质量。
(2)在压浆过程中应先缓慢加压,调整到合适的流量时,尽量均匀进行,防止突然加大或减小压力和流量。
(3)压浆过程中每个孔要求连续作业,一次性完成,防止压浆通道堵塞。
四、高炉压浆施工的优点
(1)检修工期短,机械化、专业化程度高。
(2)节约耐火材料,降低检修费用。由于压浆造衬可以有效延迟剩余耐火材料的使用时间,既节约了耐火材料检修成本,提高了耐火材料的利用,又降低了人工的劳动强度。
(3)压浆后高炉整体性强,延长了高炉的使用寿命。
(4)有效杜绝了串气、冒火、喷溅的现象,有利于提高渣铁的生产效率,极大降低了施工安全风险,降低了热损失。
(5)压力灌浆应用范围较广。例如,对新建高炉或热风炉的炉皮、冷却壁、风口、出铁口、出渣口以及热风炉、热力管道等处外壳、内衬及其相邻机构之间的空隙内要及时进行高压灌浆,用来封堵内衬的缩缝、裂纹和空洞以防炉壳鼓包、开裂、冒气、窜火和烧伤事故的发生,危害设备及人身的安全,防患于未然。
五、压浆料理化指标
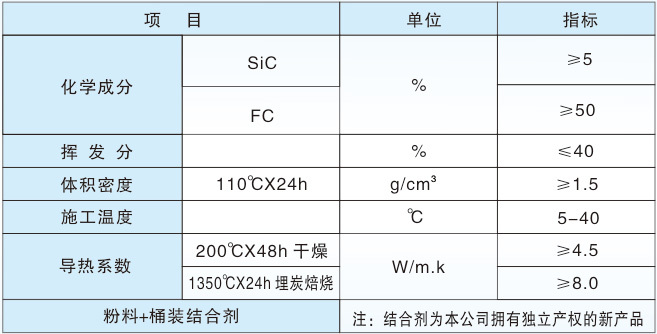
表1铁口压入料理化指标
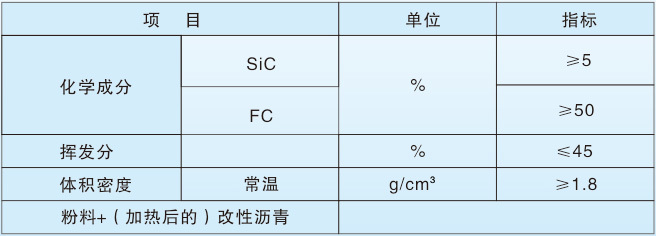
附表1碳质压入料理化指标
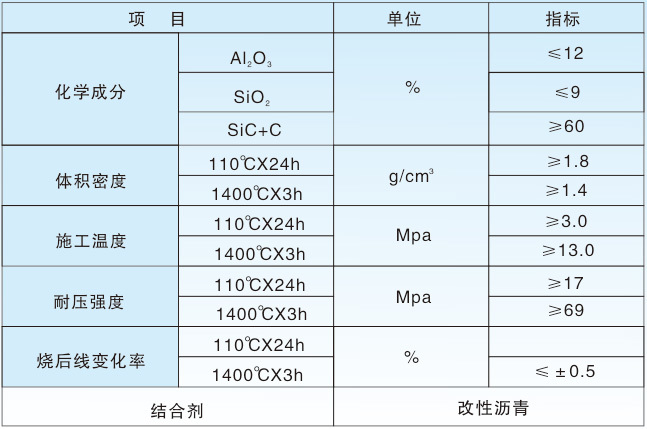
表2 SiC+C压入料理化指标
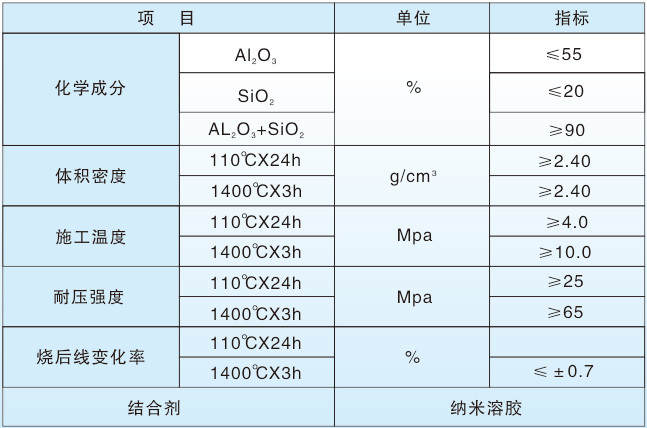
表3高铝质耐火泥浆理化指标
在线留言