


产品中心
Product Center

新型干法水泥窑用湿法喷涂修复技术
在新型干法水泥熟料生产线的系统检修工程中,耐火材料炉衬的施工是整个检修工程的关键,保证质量,降低成本、缩短工期、是每个水泥生产企业所关心的热点问题。
所属分类:
关键词:
产品描述
一、概述
在新型干法水泥熟料生产线的系统检修工程中,耐火材料炉衬的施工是整个检修工程的关键,保证质量,降低成本、缩短工期、是每个水泥生产企业所关心的热点问题。
窑系统中特殊部位内衬的施工是检修工作的难点:对于特大型企业,施工工期又直接影响公司的产量利润,因而施工工期也是公司考虑的重点。
湿法喷涂施工可解决上述问题及难点:
喷涂施工对比砖砌、浇注施工相比可缩短工期的50%以上;喷涂施工还可创造更大的快捷与方便。
二、湿法喷涂施工衬里的优点
A、工期快、时间短、不用支模板,基本不需要养护就可提前升温投料;
B、复合衬一次成型,保温与耐火兼顾,节能效果好;
C、在异形弯道等施工艰难位置,最能体现喷涂施工的优越性;
D、密度均匀,无蜂窝空洞现象,与系统壳体结合紧密,耐磨性好且使用寿命长;
E、无须订购大量异形砖,减少库存,增加流动资金,以利生产;
F、湿法喷涂反弹率低、起尘少、衬里结构更合理,符合节能、降耗的环保要求。
三、新型干法水泥窑各部位用喷涂料
1、旋风式预热器
这套装置包括一系列的立式“旋风式”热交换器,竖式排列。互相间有管子联结,均化后的生料下行,同时窑里排出的废气上行。在每个热交换器中,废气与生料进行热交换,使生料逐渐加热,然后通过管子落入一级交换器。每座窑有单系列或双系列热交换器,温度从300℃(第一级交换器入口)到1100℃(最后一级交换器出口)。三次风下部燃烧室喷嘴处附近温度会更高一些。
施工要点:推荐采用ZS-PT14或ZS-GPT15耐火抗磨喷涂料加不锈钢锚固钩的方法进行施工。衬厚150-250mm,通常单层,但有时也用50mm的轻质喷涂料ZS-1.0作底衬。
2、进料槽(亦称下料斜坡)
物料出热交换器后,温度达1000℃的热物料先通过一个大的进料溜子再进入回转窑。由于燃料或物料本身的原因,在某些水泥厂,这个部位的耐火材料表面很快形成结皮(可达100mm厚)。如果原料的碱含量高或燃料(煤)中氯化物含量高,那么形成黏结堵塞,破坏交换器耐火衬表面,阻碍物料流动和废气排出。可用钢钎敲击或用高压水枪喷射除去粘皮。
此外,冲击、磨损、急冷急热现象对任何耐火材料衬料都会产生破坏。但喷涂料要比砖衬持久的多,因为砖衬的缝隙受侵蚀严重。如果结皮已与耐火材料内面起反应,那么清除结皮时间很可能要带掉一块衬料表面。因此,这个部位的维修频率高,从而造成停窑抢修,影响窑的周期运转率。
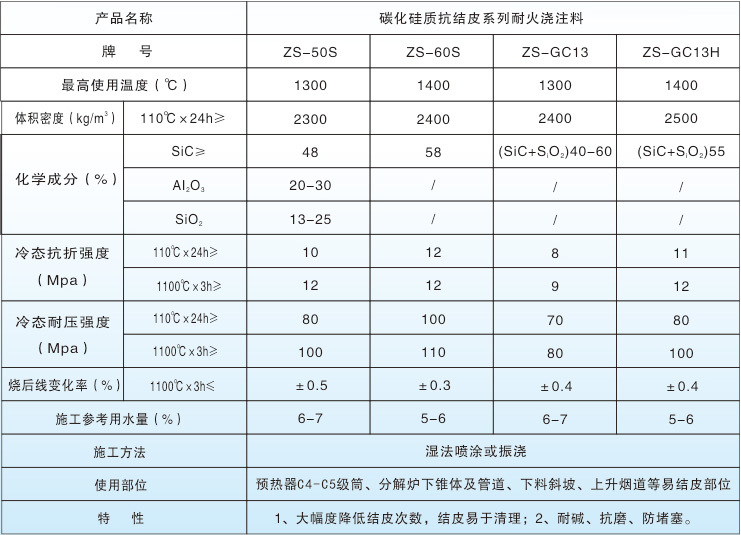
建议用料:高强喷涂料ZS-GPT15;碳化硅高强抗结皮喷涂料ZS-50S以上牌号。
施工要点:衬厚200-300mm,在边墙和斜坡上焊接1铬18镍9钛321型不锈钢锚固钩。两种材料的优点在于气孔率低,高温下强度大,抗磨性强,耐急冷急热性好。
3、入口锥(进料锥体)
回转窑的进料端通常是锥形的,其衬料以前为形状复杂的砖。但由于换衬困难,环境温度900-1100℃,磨损严重,粉尘大量沉积在这个部位,同时回转窑转动时该部分受应力影响。
施工要点:采用耐火抗磨喷涂料ZS-PT14,高强喷涂料ZS-GPT15,衬厚200-500mm,用铬25镍20“Y”型不锈钢锚固钩焊接,喷涂施工。
4、窑头罩
窑头罩位于回转窑的排料端,喷煤管透过窑头罩伸入窑体内。该部位受一定程度的磨损,耐火材料表面有粉尘结皮并受火焰辐射,操作温度为1100-1200℃。
施工要点:推荐选用莫来石喷涂料ZS-PT14,莫来石高强喷涂料ZS-GPT15。其适用于底部边墙和喷嘴墙及顶部,材料的选择视具体情况而定,一般先喷75mm的ZS-0.8作底层绝热料,然后再喷200-250mm的工作层。
5、篦冷机
靠近篦冷机各侧面受到水泥熟料的磨损严重,在墙上部和顶部粉尘沉积量很大,时常需要吹洗或机械清除。后墙(靠近窑体内落下熟料的那一端)受机械磨损较严重,因为熟料先落在后墙上,再到篦板。熟料温度从1300℃降到250℃。来自风机的大量空气进入篦冷机,形成急冷急热的现象。
施工要点:推荐莫来石喷涂ZS-PT14、莫来石高强喷涂料ZS-GPT15。工作面厚200-300mm,绝热层用轻质喷涂料,厚75-100mm,用321型不锈钢锚固钩,间距300mm。许多厂家已把传统的拱形砖顶改为用锚固砖的平顶喷涂料或浇注料,其好处在于对墙进行定期修理时不影响顶部结构。
四、所用耐材性能指标
耐火抗磨喷涂料理化指标

高强轻质隔热系列浇注料
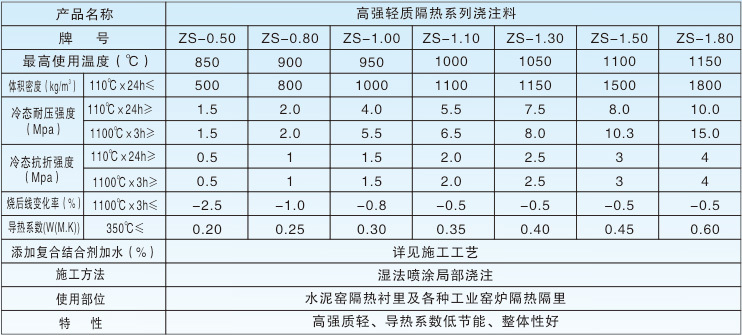
高强轻质隔热系列浇注料
在线留言